
作成日時:2024年07月13日 23時00分33秒
この記事は2年ほど前に投稿されました。内容が古くなっている可能性がありますので更新日時にご注意ください。
ご無沙汰しておりますSakura87です。
今回はCNCルーターを買いました。
購入動機
先日お買い得ボール盤を買いまして。結構しっかり穴が開けられるようになったのですが、もう少し楽に正確に穴が開けたいのと、この前基板の自作の時に調べていると、どうやらCNC掘削機で基板を削って回路パターンを作成する方法と、ラッカーをプリント基板に塗り、レーザー加工で塗膜を飛ばしてエッチングする方法があると言うことを知りました。
流石にそんな機械個人じゃ買えないだろうなと思って値段を調べていたところ、中国製の加工機なら低価格であって個人の趣味の範疇なら十分だと言うことを知ったので探していました。
機種選定
要件は以下の通り
- 卓上に乗るサイズ(50cm四方以下)
- PCと接続して制御可能
- Kicadのデータが使える(変換可)
- アルミくらいなら削れる程度の能力
- 7万円以下
ボーナスの残り - PCなしの制御も可
- 出来ればある程度名の知れたメーカー
こんな感じで探していたところ、最初はどうせ基板削るだけだからと小さめで5万円程度の物を探していました。
そんな中、セールで62,999円だったこちらの機種にしました。
メーカーもGenmitsuというよく分からないメーカーですがサインスマートらしいのでまぁそこまで悪くはないだろうなと。
少し前の2024年3月22日に購入しました。
もう少しコンパクトな4040Reno(AAなし)でもよかった気がします。
製品画像

21kgあるので結構しっかりした箱で届く
箱。結構大きく重いので体力のない方はご注意を。パーツに分かれているので組み立て自体は一人で十分出来ます。

開梱一発目
期待通り中華製品によくあるビニール製の緩衝材に入ってきました。
今は環境保護の観点から紙を使ったものが多いですが、ある程度の重さのものはちゃんとした緩衝材を入れてほしいものです。

ご対面
説明書を取ると部品が見えます。
これらの部品は精度が出ているでしょうから落したり曲げたりしないように慎重に取り出しましょう。
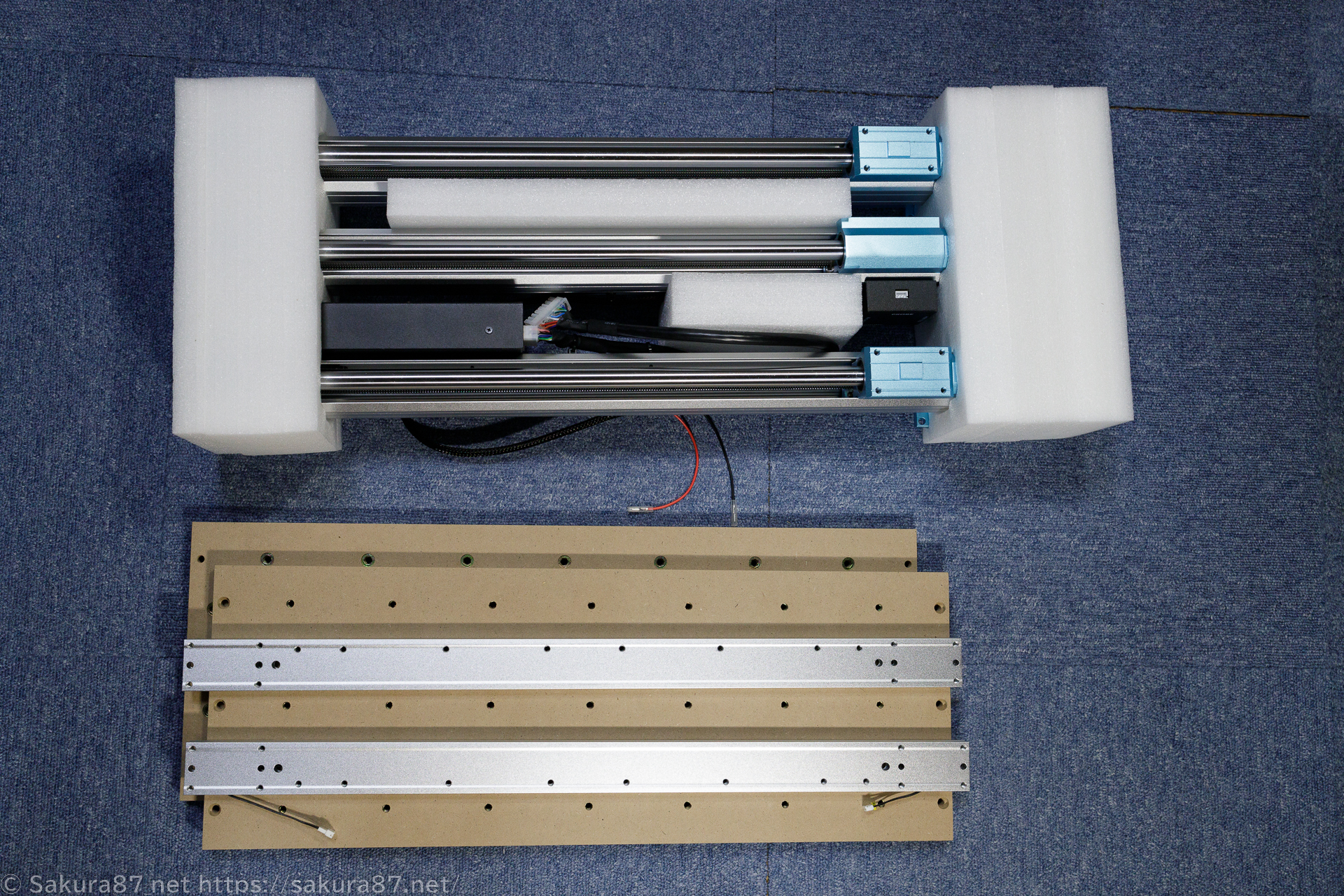
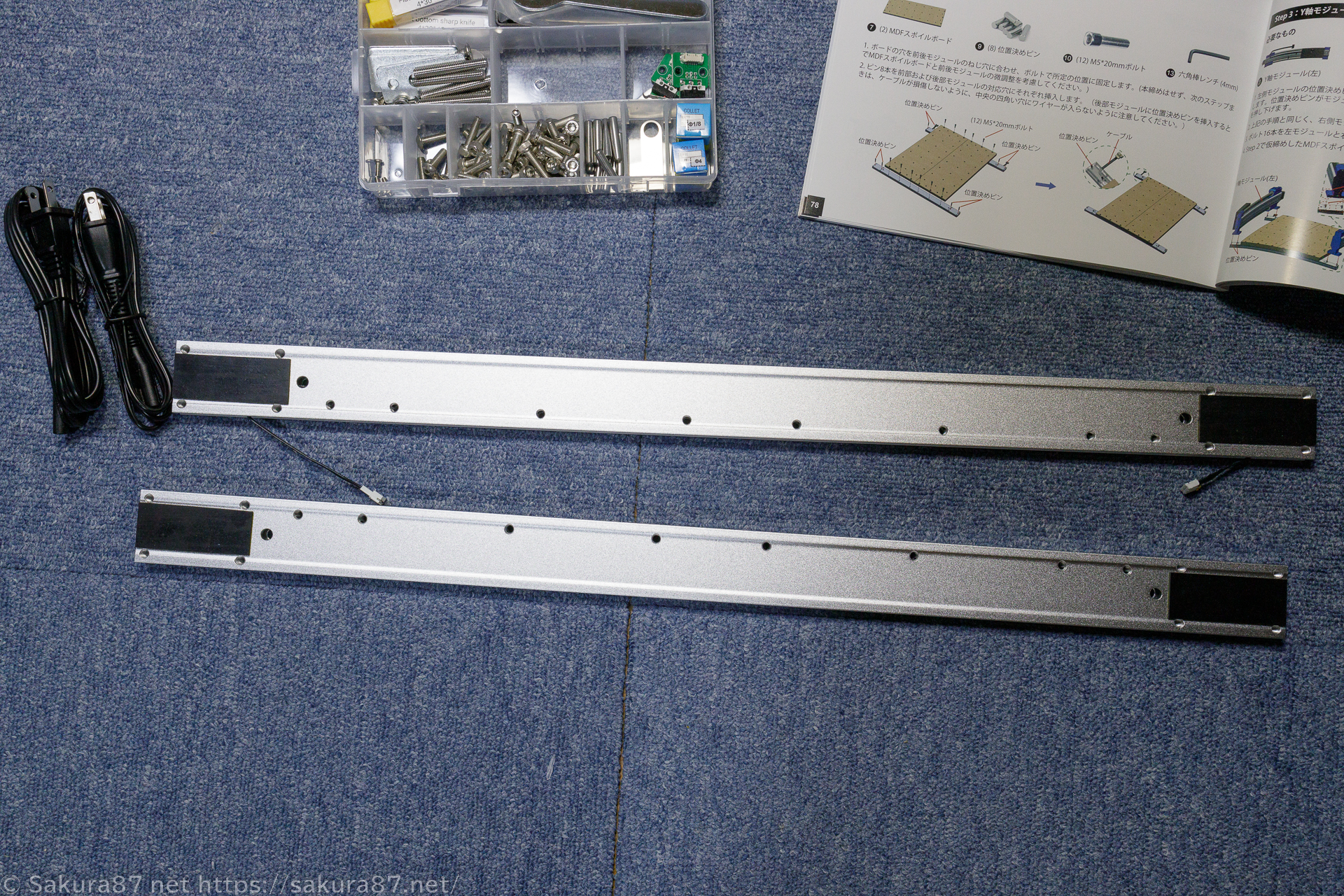
箱から出したところ
付属品はこんな感じ。
上部の塊が本体、下部の塊が足とワーク固定用のMDFボード。MDFボードはオプションでアルミボードがあるみたいです。

その他細々したもの
青い奴がスピンドル、下が電源類。電源コードは日本向けの他、ヨーロッパ向けがついています。
取扱説明書は日本語がちゃんとあって、結構しっかりとしたものがついてます。

写真中央のケース
上の写真中央のケースの中身はこんな感じ。
テスト用のビット、必要な工具、簡易クランプ、Z軸補正用のトリガー、予備のメカスト。
その他ネジ類、コレット、ソフトが入ったUSBメモリ。
Amazonのレビューだとソフトが入ったUSBメモリはたまにウイルスがおまけで付いてくるらしいので使わず公式サイトから落しました。ほんまかいな。
組み立て
それでは組み立てていきます。
結構詳しく日本語も自然な説明書がついてくるので初心者でも十分組み立てられると思います。(初心者といってもこれを欲しがる程度なのである程度工作したことあるでしょうから余裕です。)
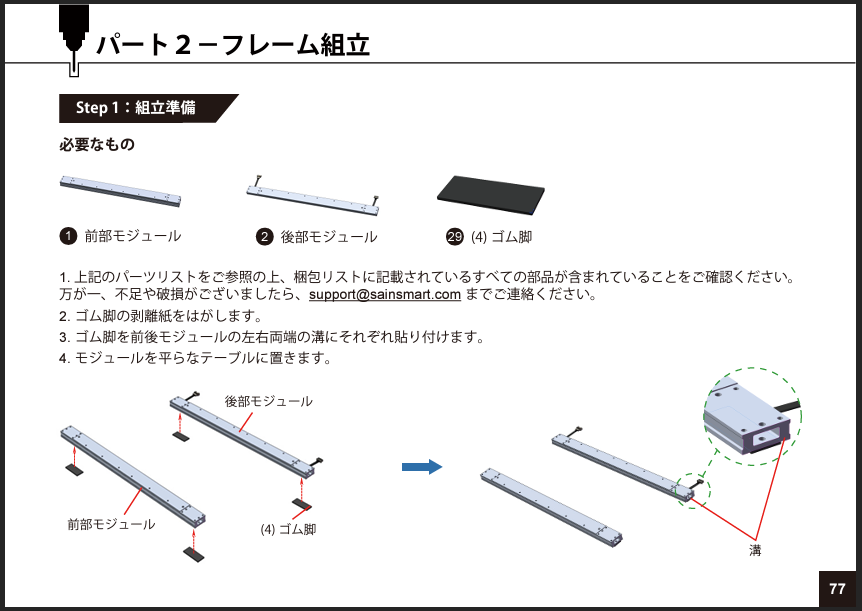
ちなみに取説の内容はこんな感じ。
下部の組み立て
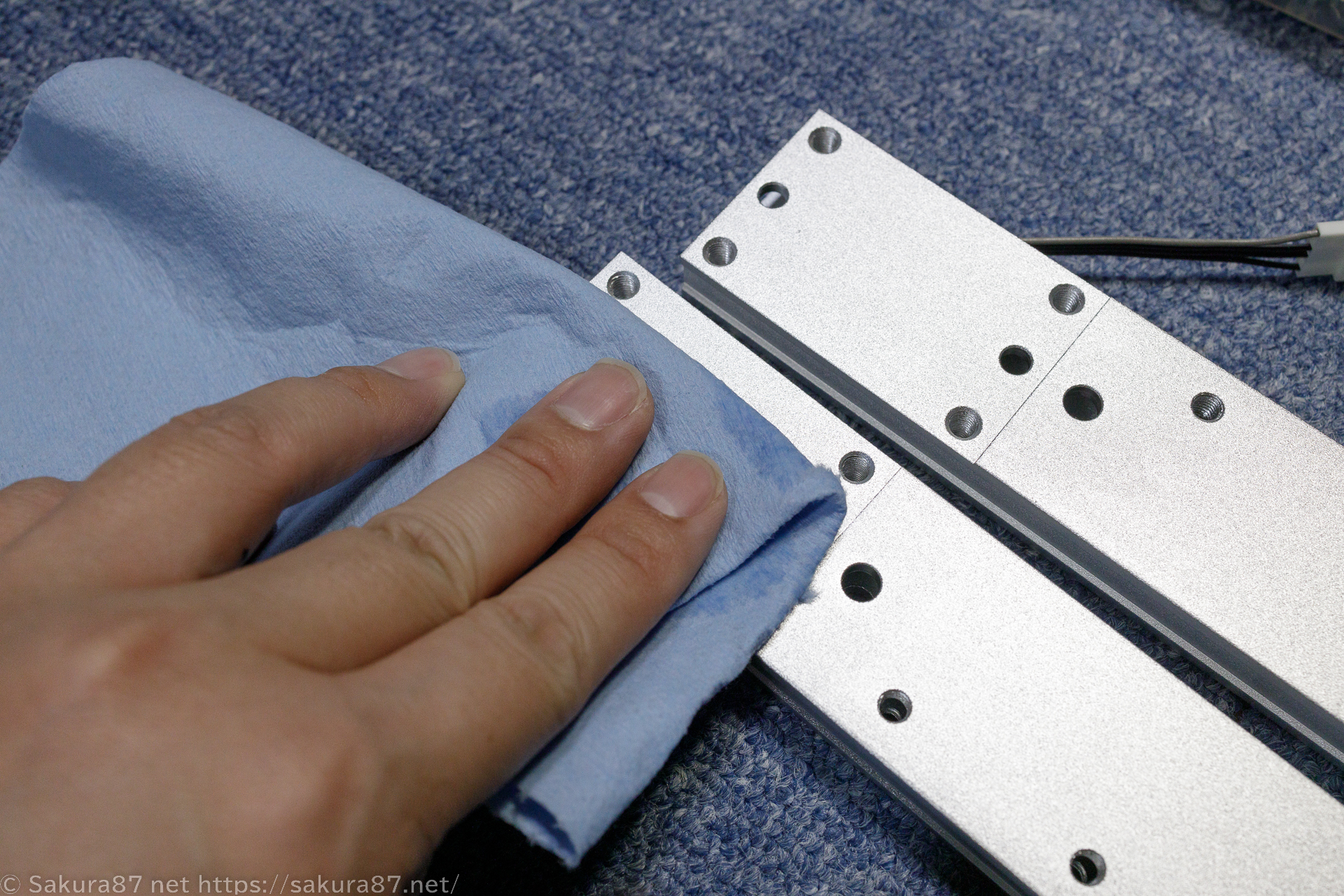
足に制振材のゴムシートを貼る
足に制振用のゴムシートを貼ります。しっかり脱脂してください。
脱脂はアルコールでOKです。

貼り付けた状態
こんな感じで貼っていきます。
貼り付け完了
これを設置します。
設置位置の決定

ほぼ正方形なので足のサイズで確認します。
設置場所を決定したら足を置いておきます。
移動させると精度が狂う可能性があるので、先に設置位置を決めるか、1cm以上の丈夫なベニア板の上で作って移動させると良いです。
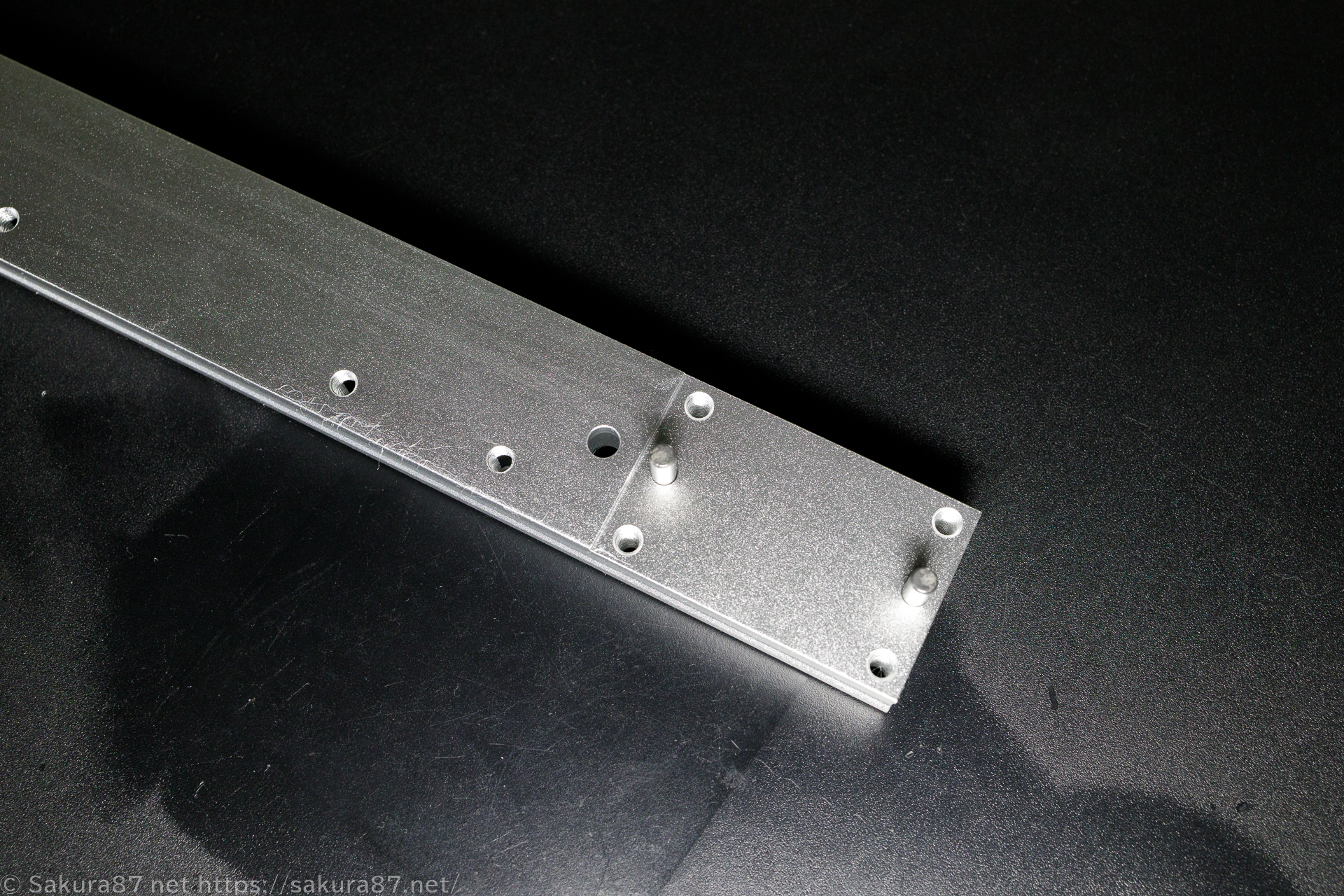
位置決めピンの装着
位置を決めたらY軸の位置決めピンをさしておきます。
MDF板の仮設置

MDF板を置きます。
MDF板を置き、ネジを穴に通して手で軽く締めます。(位置決めをするので頭が半分くらい出る程度まで締める)
なお、ここで固定してしまうとY軸が上手く設置できない可能性があるので動きすぎず、きつすぎない程度で締めます。
Y軸の設置

ここまでくると機械らしくなります。
Y軸を設置しました。先ほど挿入した位置決めピンでしっかりと位置が決まるので軸がずれていないか、浮いていないかを確認します。
既に傷がついてるのがチャイナクオリティ
軸を設置したらネジ留めします。この時対角で締めて一周回して確認をするようにしましょう。
ここが緩むと故障の原因になるのでで切ればトルクレンチなどを使います。

しっかりと持って締める
ネジはレンチをしっかり持ってトルクをかけましょう。
トルクは手締めの場合はレンチが若干しなるくらい。
MDF板の固定

ネジの固定
位置が決まりましたらMDF板を固定します。
ネジは中手前⇒中奥⇒左手前⇒右奥⇒右手前⇒左奥の順で締め、最後に時計回りに一周させる、緩んだらまた同じように締めるとたわみや緩みが……まぁ知ってますよね。
知らない人はこの辺りを参考にしてください。
中央を締め、左手前を締めた後はまた左奥を締めるのか、右奥に行くのかは諸説あるみたいですがこの本数ならタイヤなどと同じでOKでしょう。
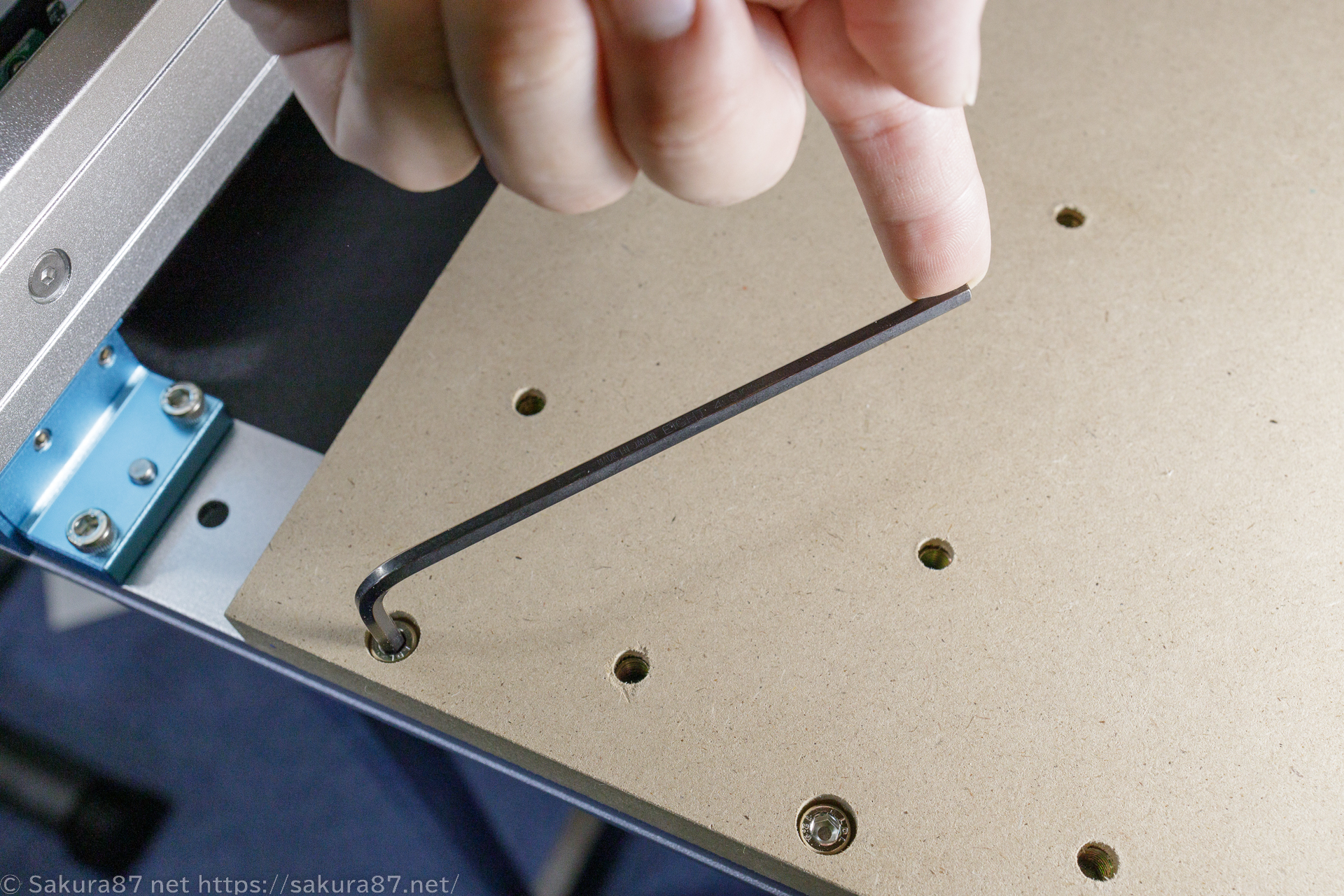
最終の締め付けはこの感じで
あまりきつく締めすぎるとボードが割れたりゆがみの原因になります。
ここは緩んでもいいので写真のように指先で動かなくなる程度で締めます。

Y軸完了
Y軸の設置が終わりました。
ここで今一度ネジの締め確認を行い、モーターの軸についているツマミを回してX軸のマウント位置をメカスト位置まで持って行きます。
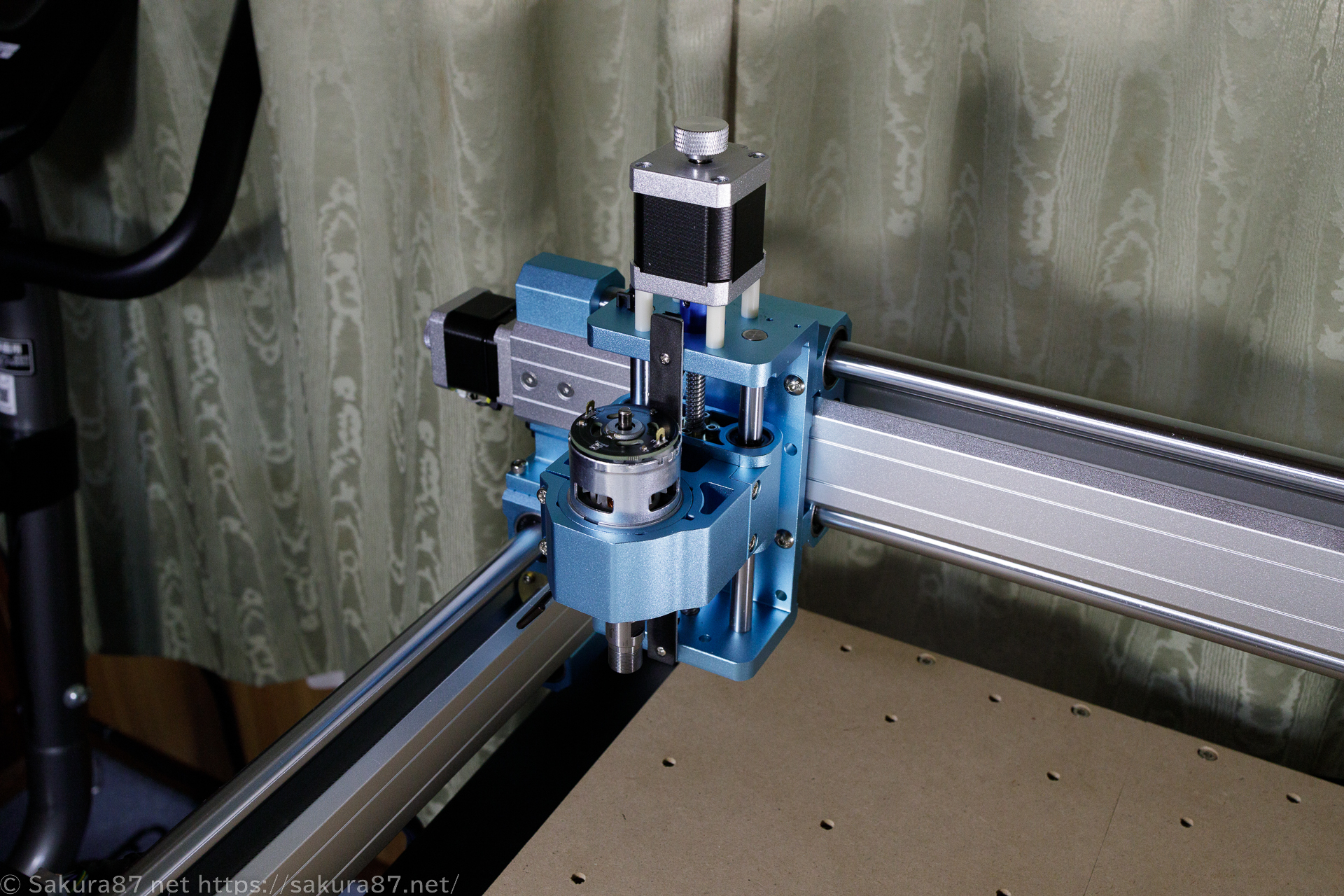
X軸の設置
置いたときの写真は撮り忘れました。四角い出っ張りにゆっくりと置いていくだけでOKです。

X軸を固定します
固定の容量も同じ感じで。
スキマチェック
一気に締めずに、スキマを確認しながらやると失敗がないです。
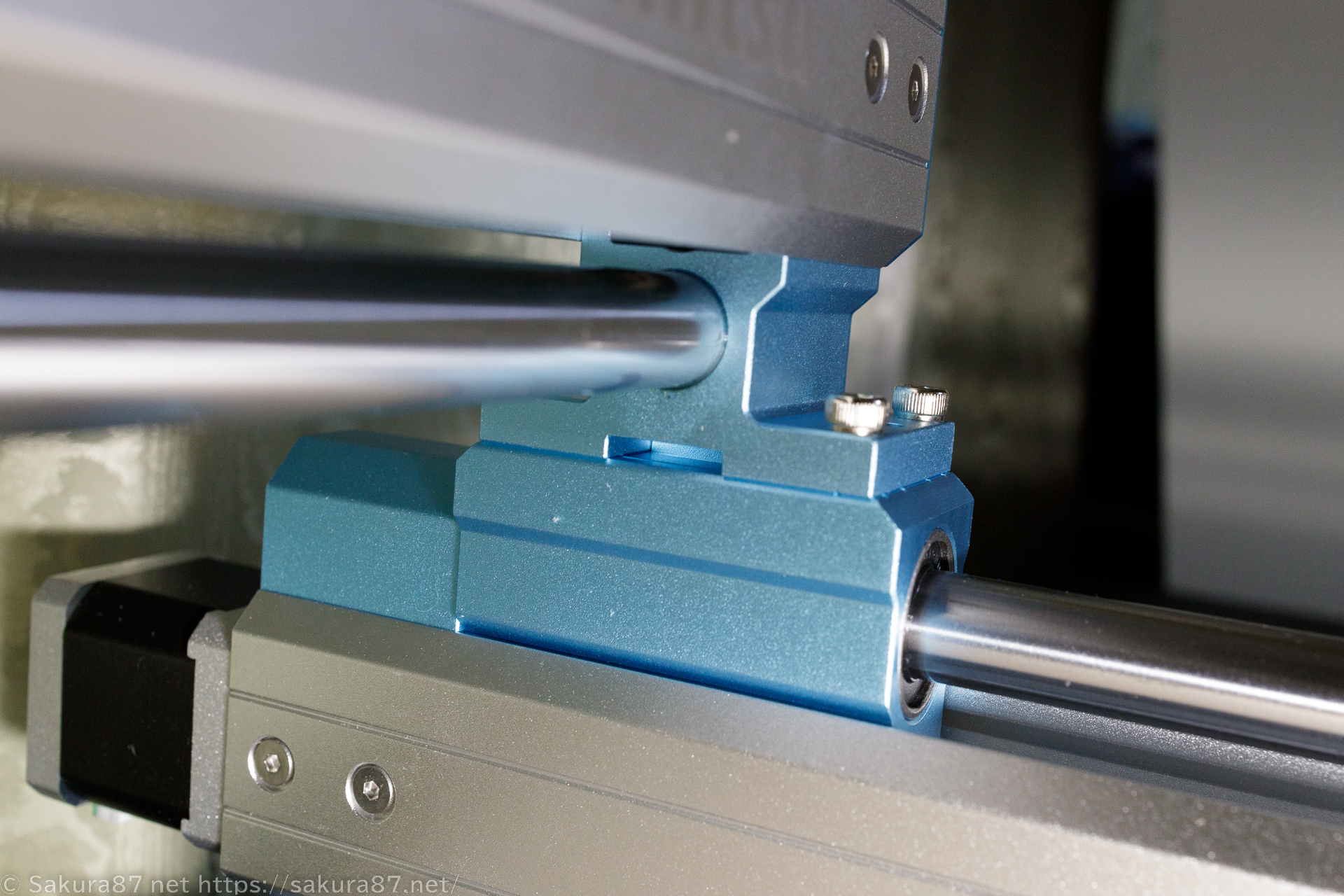
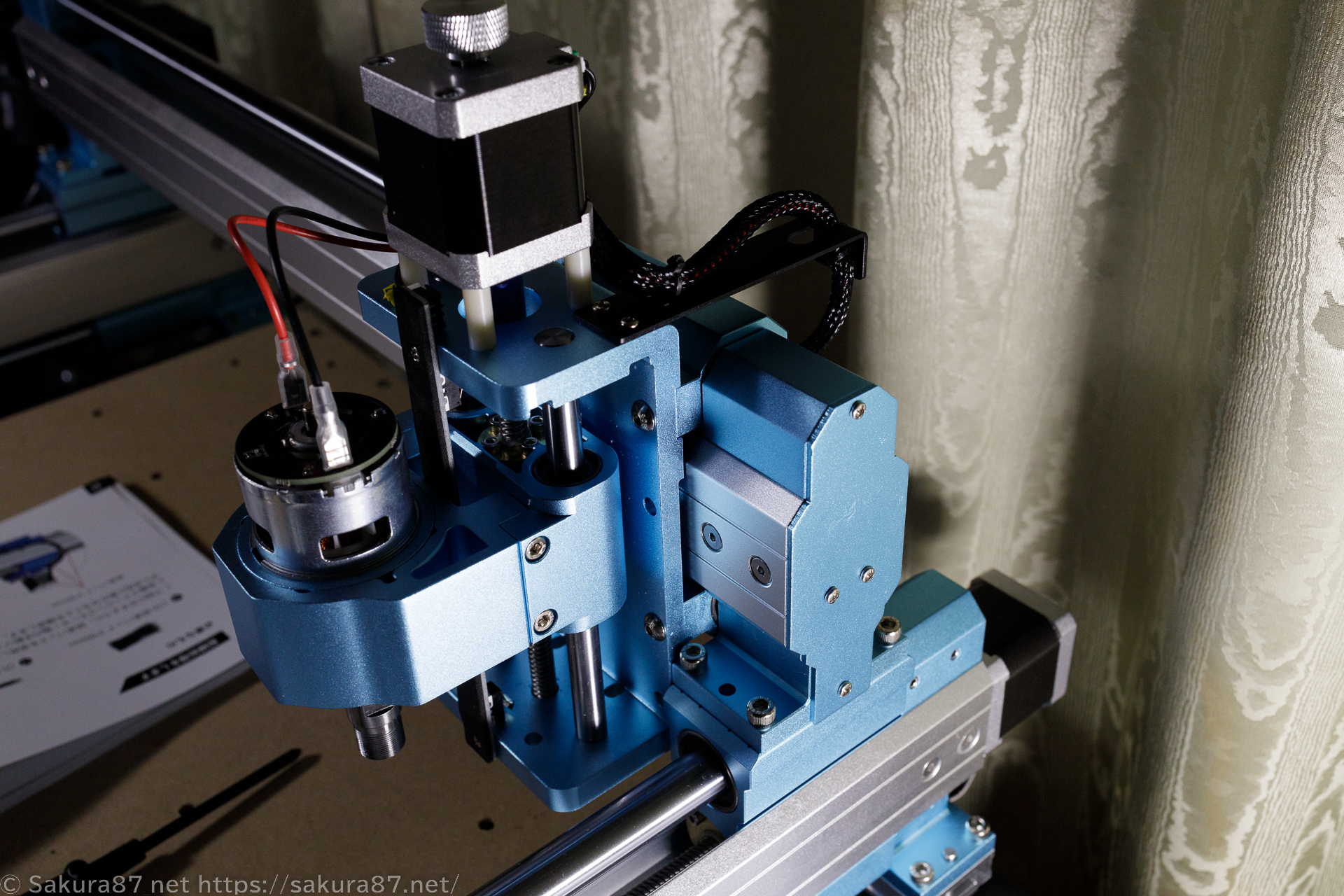
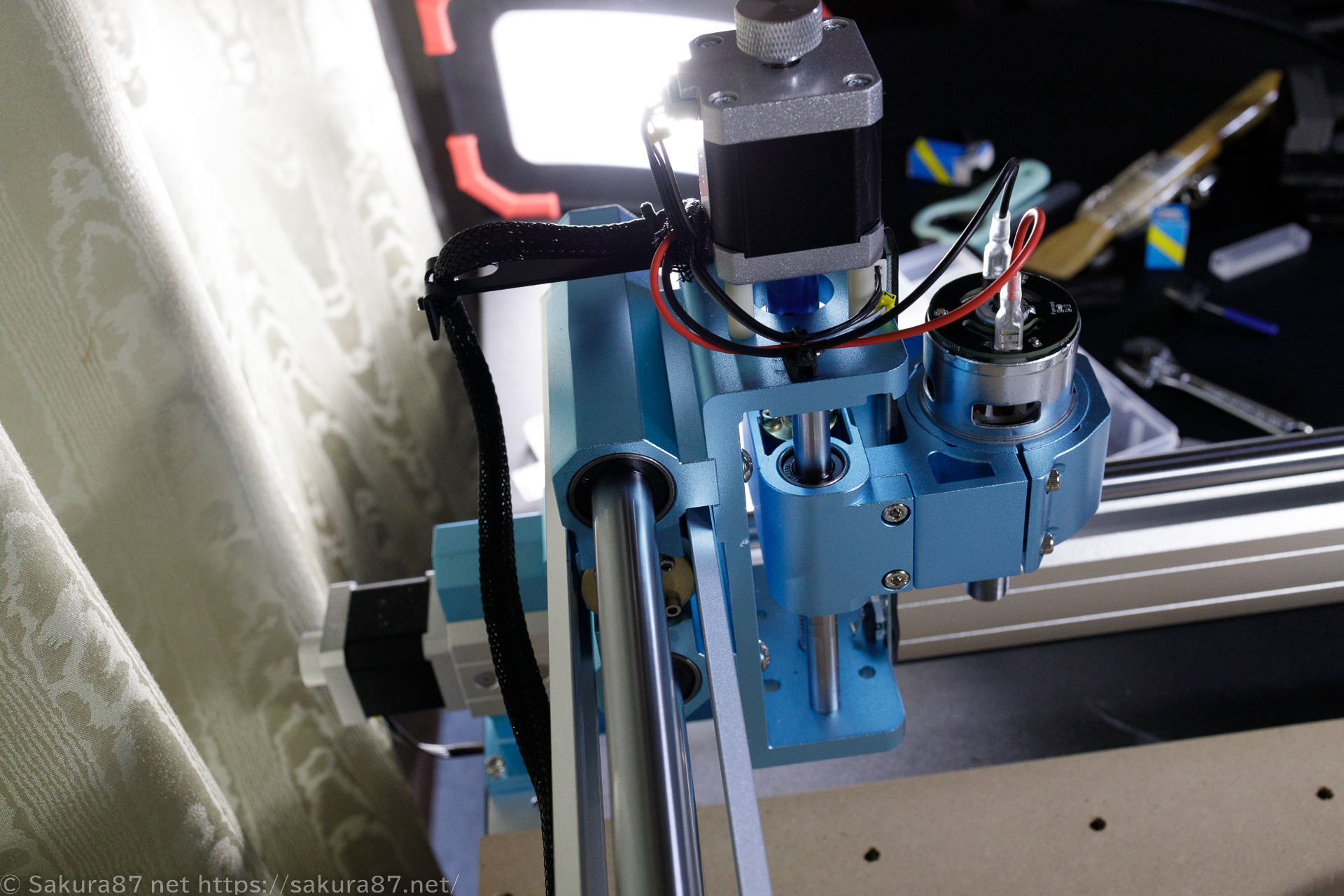
スピンドル(Z軸)の取り付け
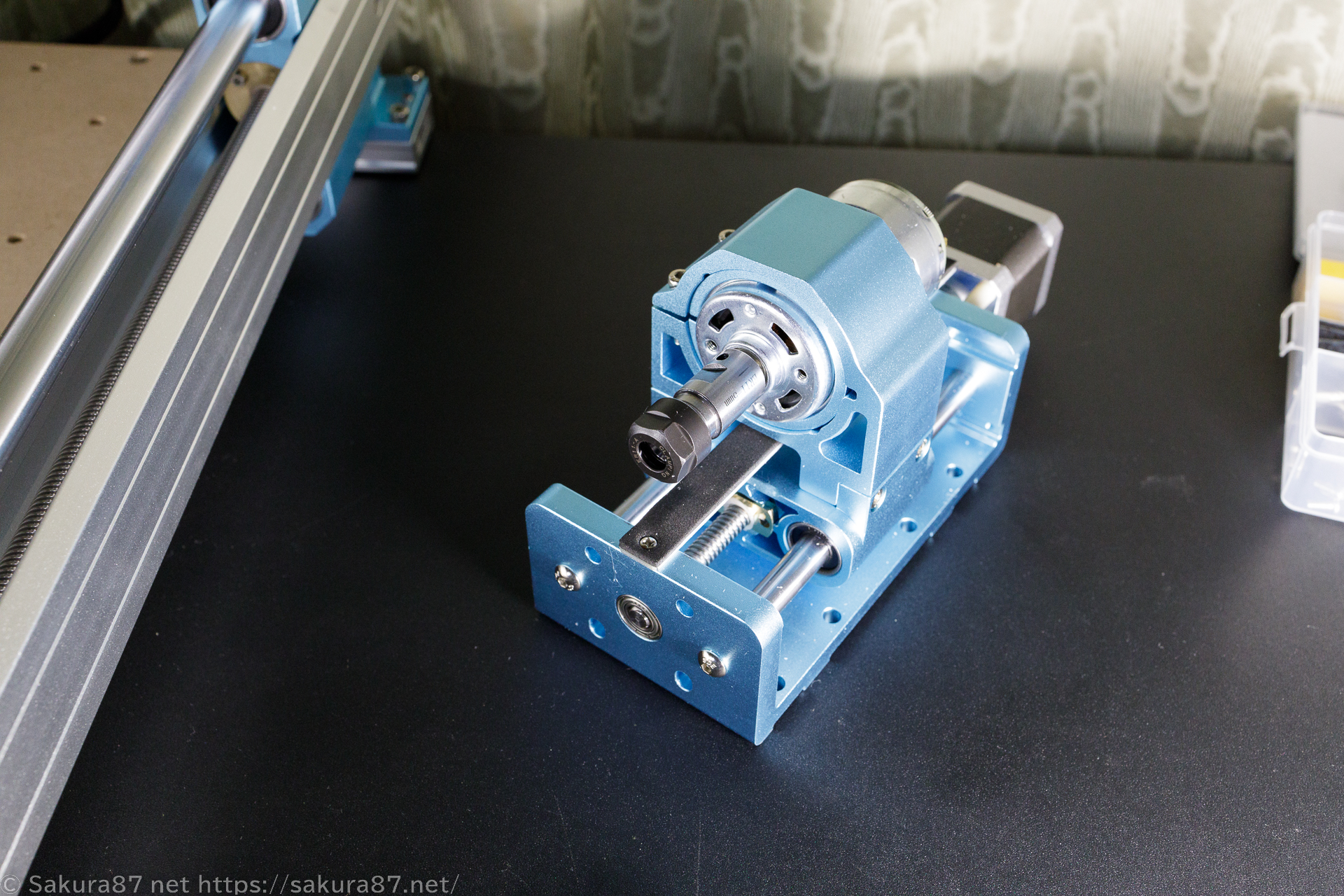
75Wのスピンドルモーター装着済みZ軸
Z軸には既に小型モータが取り付けられています。これを必要な高さの穴を使って固定すればOK。
固定したところ
これが一番低くなる位置になります。
スピンドルモーターは更に出力の大きなものやレーザー加工ユニットに替えられるみたいです。
マキタの社外品も取り付けられるようなので軸の精度が出したいなら検討してみてはとおもいます。
配線
配線は全てコネクタで接続されるので特殊な工具は必要ありません。
取り付け方法もマニュアルに詳しく書かれているので簡単です。
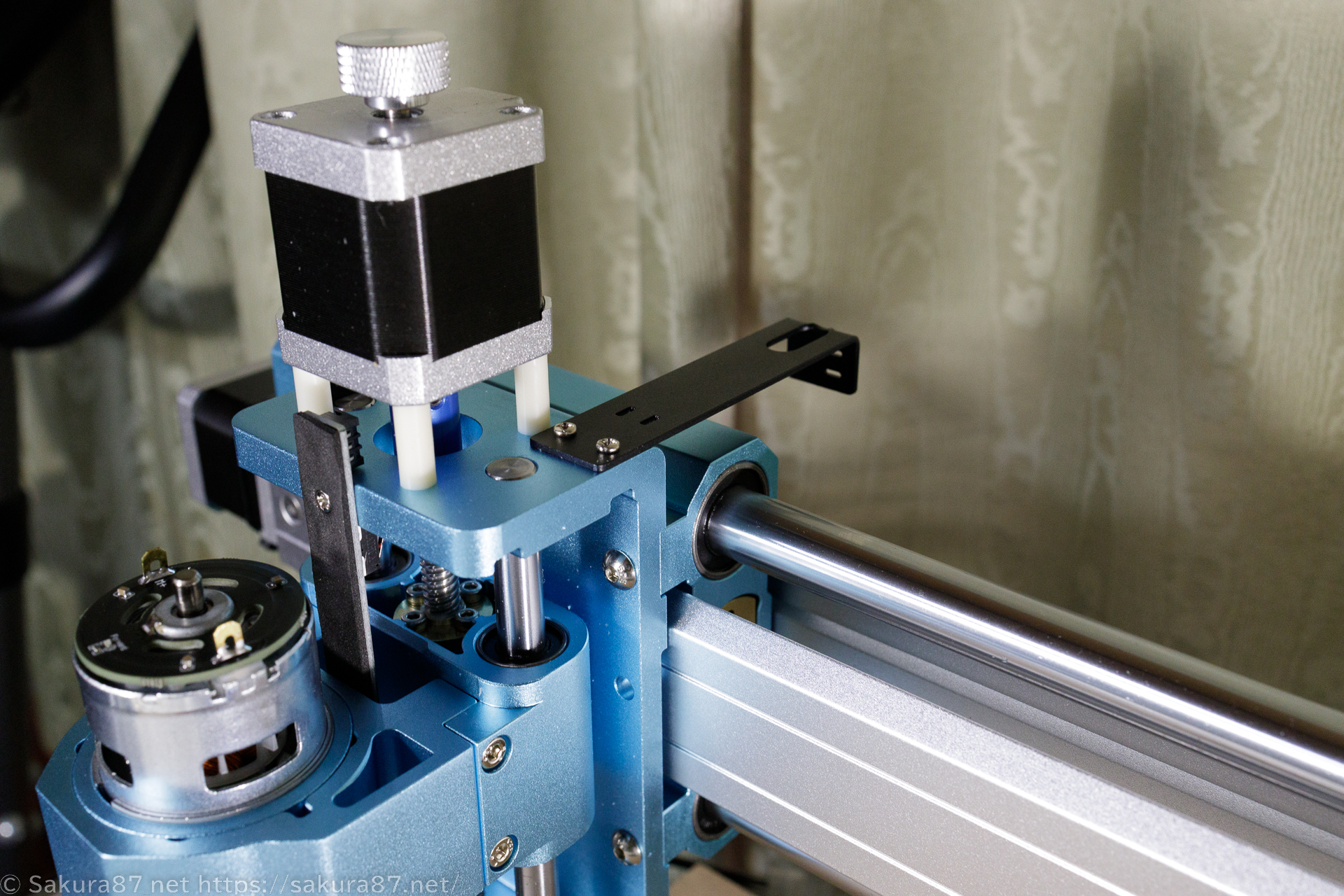
ケーブルガイドを取り付けます。
ケーブルガイドを取り付けます。これがZ軸のすべてのケーブルを固定するものになります。
線を通した状態
ケーブルガイドの穴にZ軸用の配線を通します。
なお、長さ等の調整が必要になるのでケーブルの固定は最後にします。
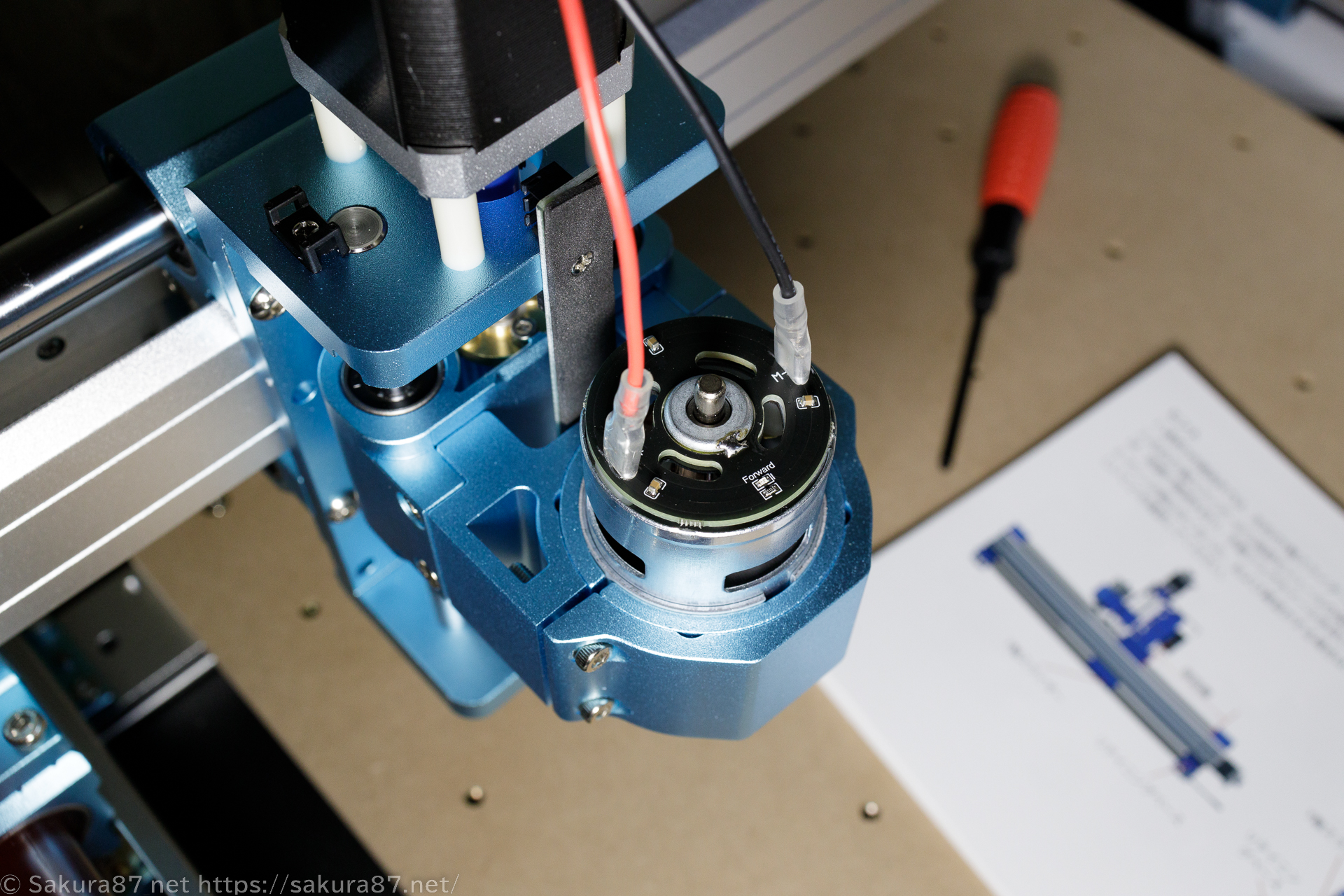
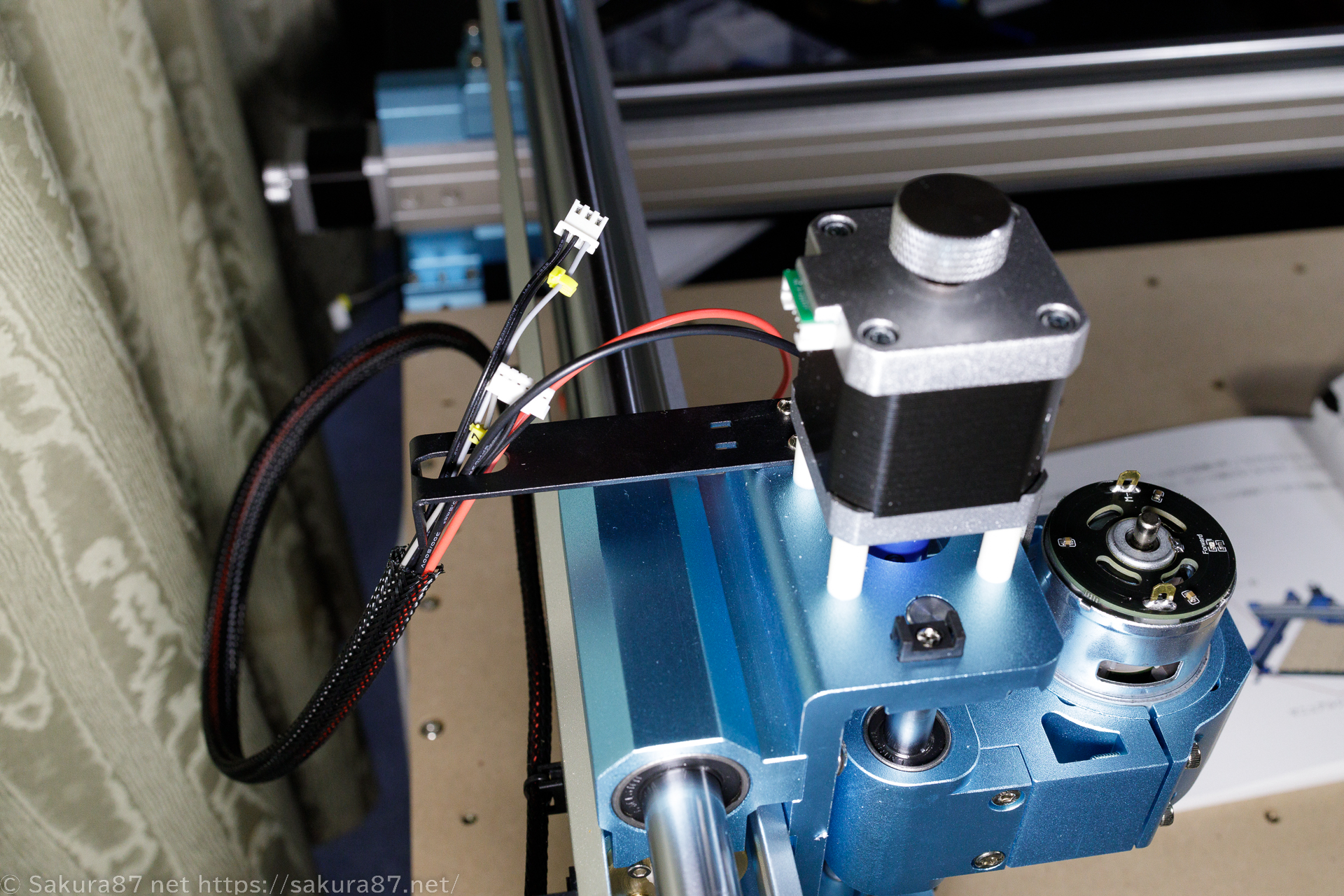
モーター配線
モーターに配線を取り付けます。これは差し込むだけなので±を間違えないようにしてください。
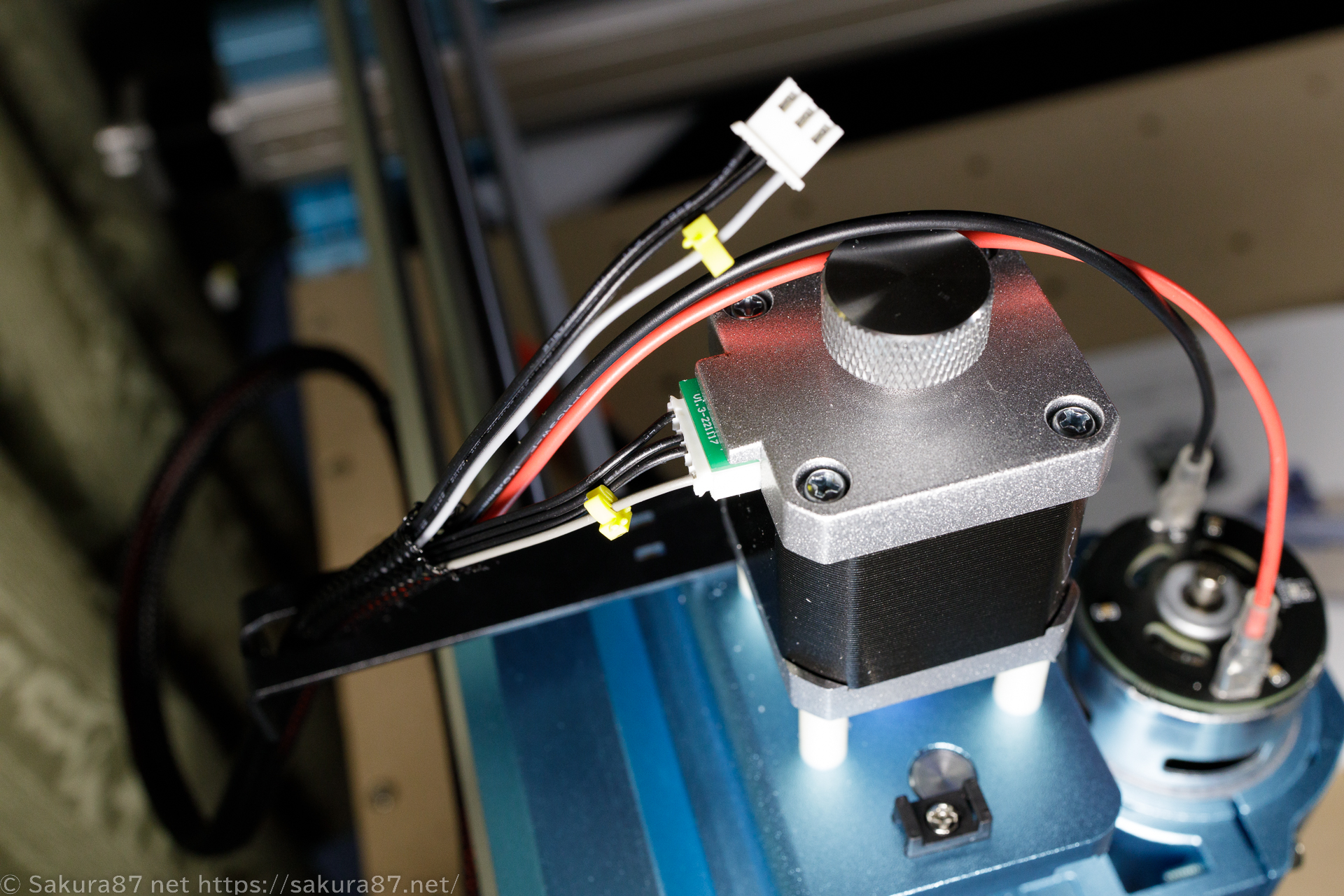
サーボ部分
サーボ用のコネクタを取り付けます。
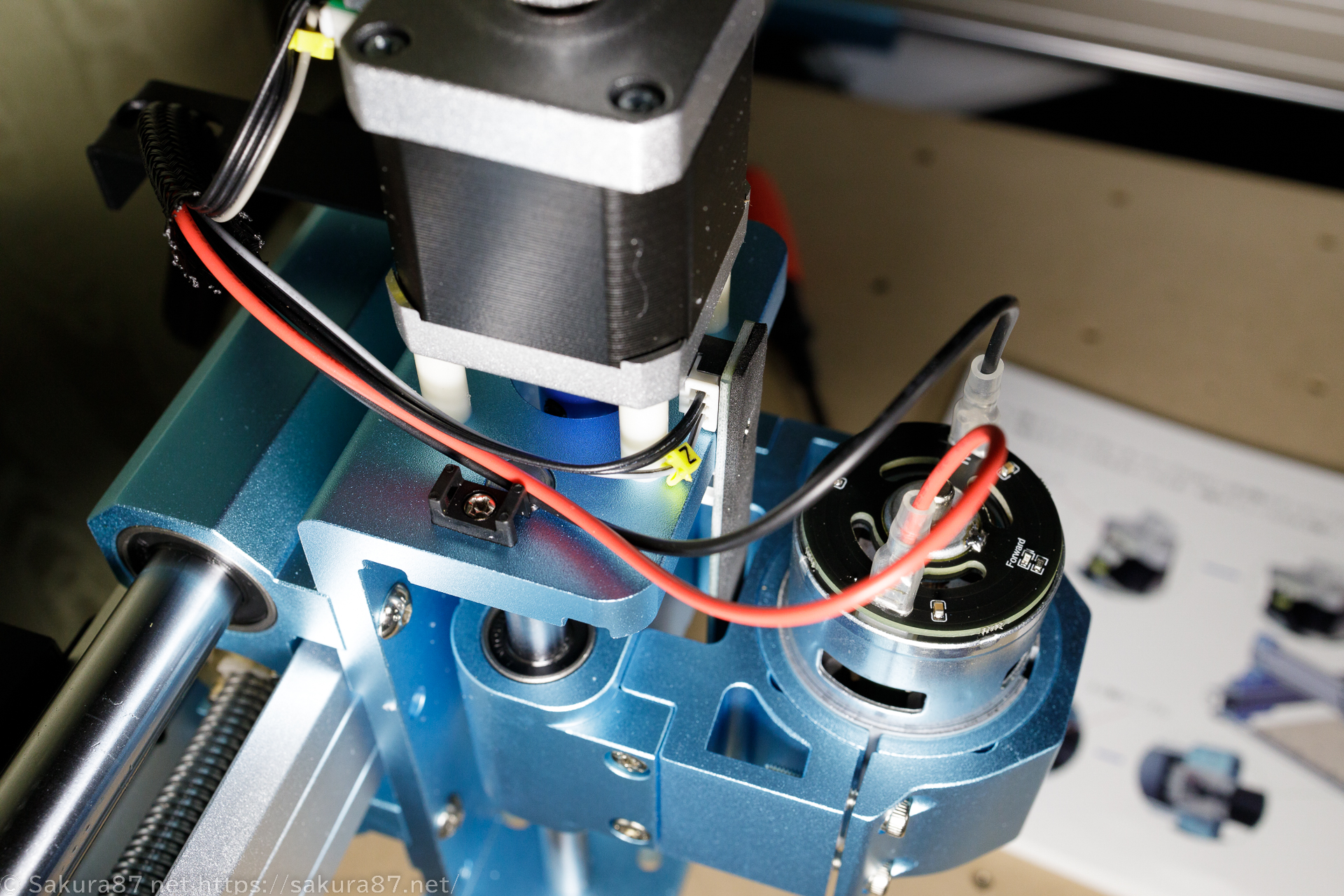
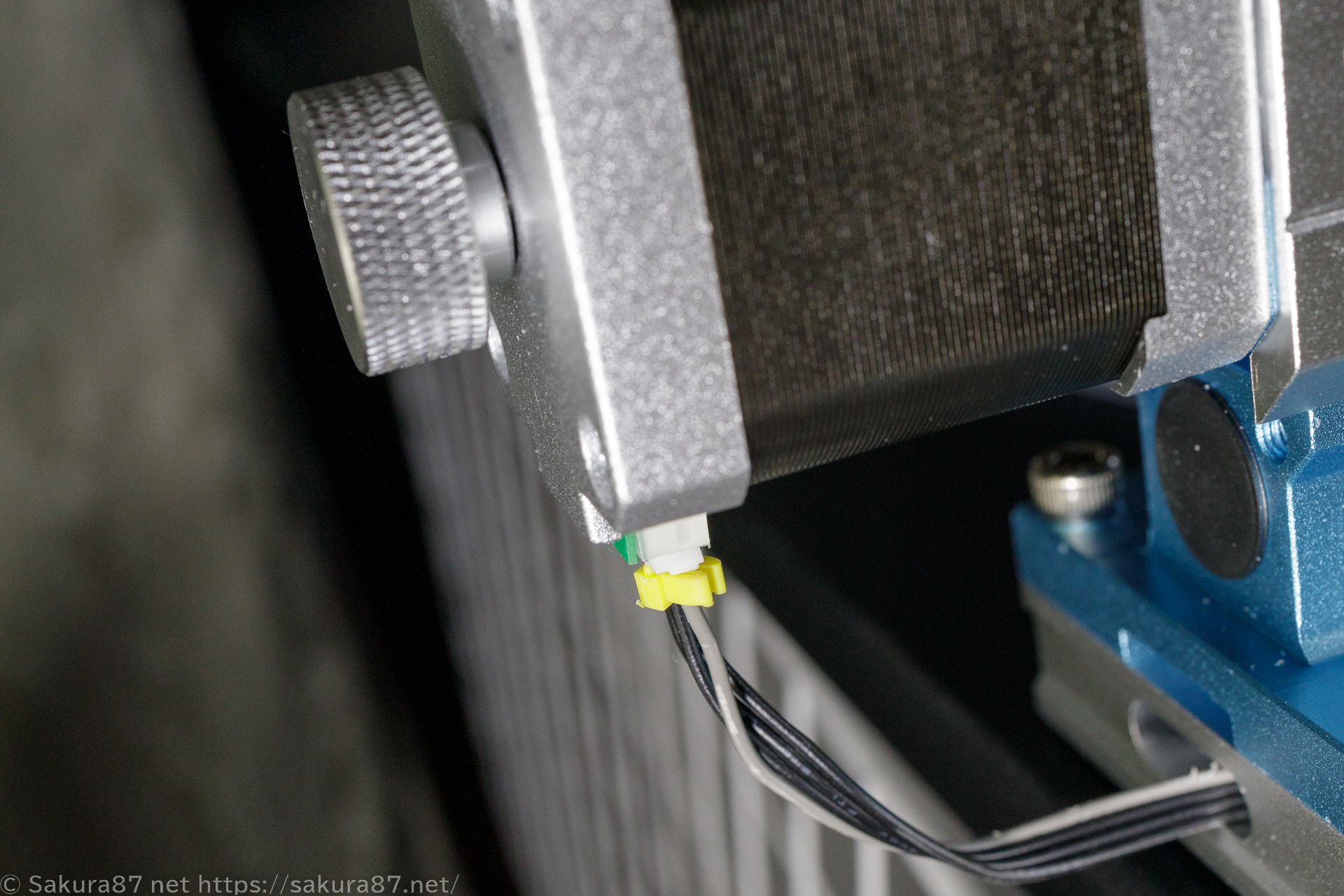
メカスト用配線
Z軸のメカスト配線
最終的に中央部の黒い突起に結束バンドでくくりつけます。
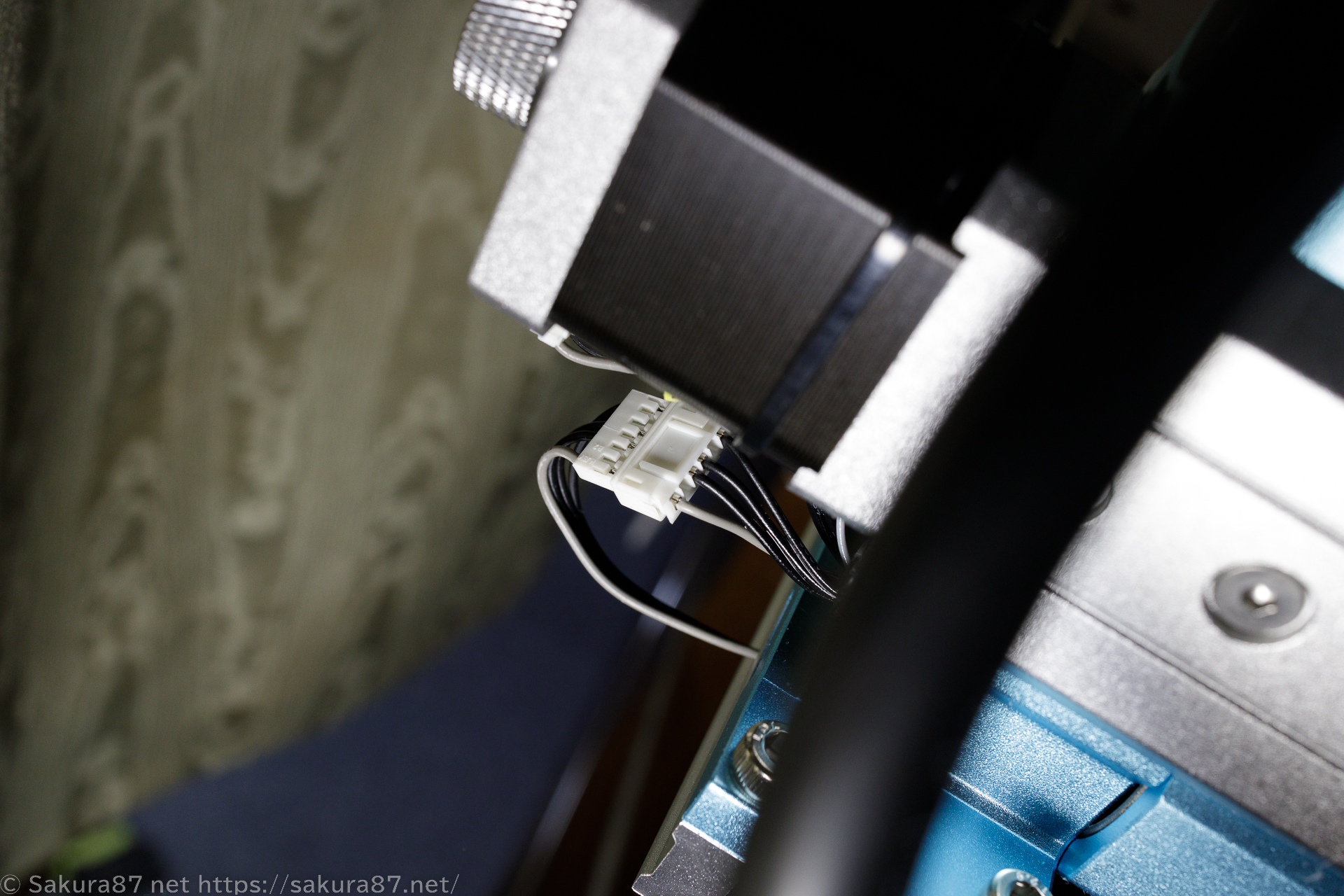
Y軸右側用中継コネクタ
Y軸の右側モーター用の中継コネクタを結線します。
Y軸モーター部。左右同じ。
モーター部分。ここまで全て嵌めるだけです。
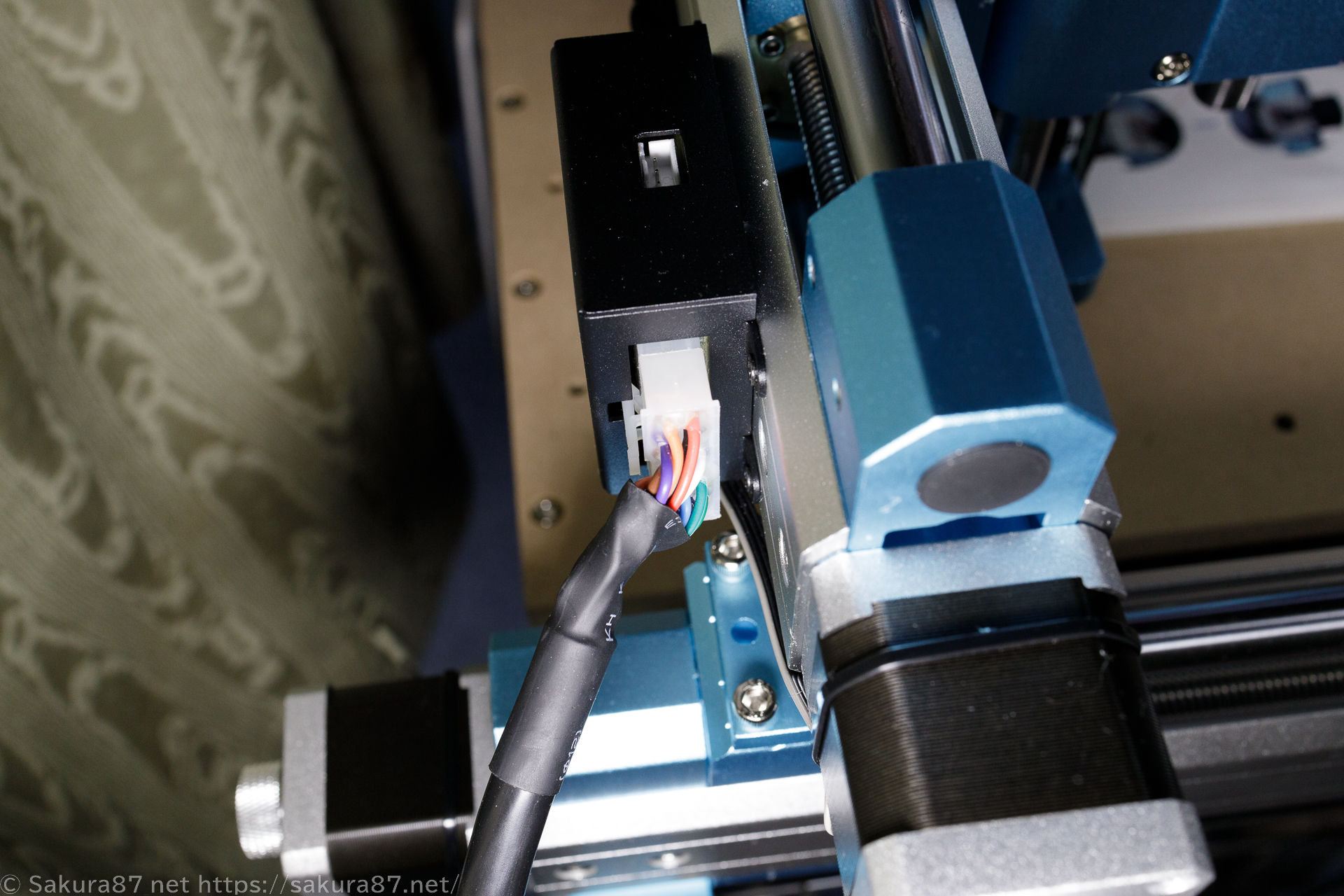
X・Z軸コントローラ側
メインコントローラ側に繋がるケーブル。さっき取り付けたものの信号線が全部出てます。
結束バンドで固定
ここまで来たらZ軸を反対側のメカストまで持ってきてから結束バンドで固定します。
ところで、前職の業界でそう言っていたのでずっと物理的なストッパーの事をメカスト(メカニカルストッパー)と呼んでますがこれは一般名称なんでしょうか?
まぁ要するに手動で動かなくなるところまで持ってくると言うことです。
反対側で固定しても多分大丈夫だと思いますが、伸びきった状態で固定する方が確実です。
反対側
反対側の様子。この辺りは結構センスが出ますが取説の通りに固定すれば基本的にはOKなはずです。
なお、結束バンドは多分大丈夫ですがあまり品質が良くないので心配なら市販品を買ってきましょう。
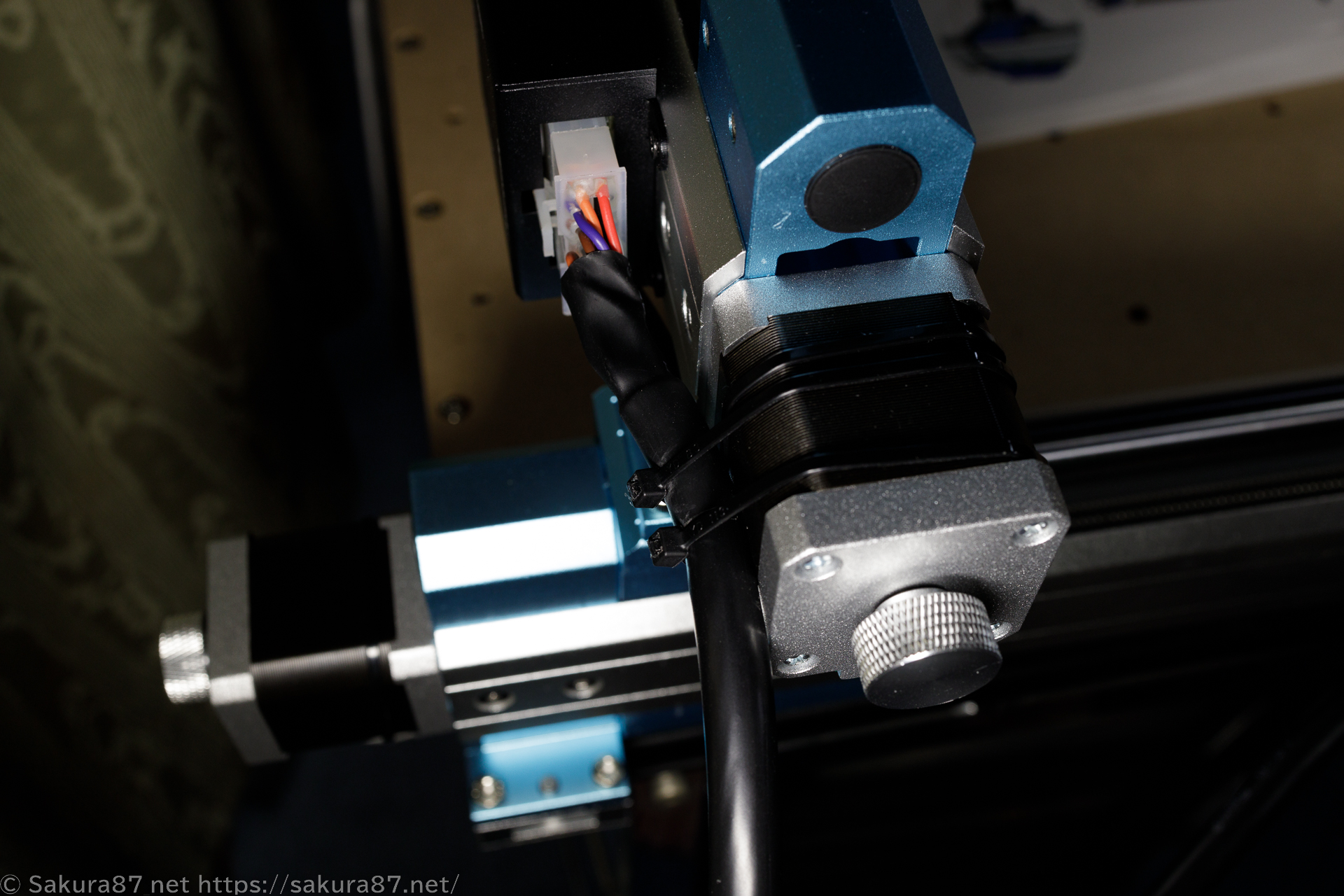
X・Z軸コントローラの信号線固定
こちら側も結束バンドで固定します。
Y軸モーターの配線はそのままで問題ないみたいです。
切削部分の組み立て

コレットの取り付け
青い箱に入っているのがコレットで下の黒いものがそれを固定するカラーです。

左のエンドミルとコレットは新しく買った奴です。
説明書にはカチッと音がするまで挿入しろと書いています。
最初ついてきた奴がカチッと音がしなくてどうしたものかと思いましたが、新しいものを買ったら説明書通りになったのでコレットが不良品だったみたいです。

コレット装着作業
ここにコレットを入れ、カチッと音がするまで差し込みます。

こんな感じに。
正しく差し込めたらちょっと振ったくらいでは落ちなくなるのでひっくり返して降ってみます。落ちるならしっかりハマってないです。
最後まで入れているのに落ちるなら向きが違うか不良品でしょう。

エンドミルを差し込んだ感じ
最後にエンドミルを取り付けます。
このエンドミルの取り付けは写真では外した状態でやっていますが、軸から外さなくても脱着可能です。
取り外した方が作業しやすいので取り外した方が良いと思いますが。
ちなみにですが、このエンドミル(Vカッター)は軸が短くて使いにくいので違うのが良いと思います。
装着時
ちゃんと取り付けたらこうなります。
ちなみに、取り付けの際はスピンドルの軸のくぼみとカラーのネジ山をスパナで挟んで内向きに動かして締めることで締めやすくなります。
注意事項
ここの部分は高速回転しますので、適切な取り付けが行われていないと部品が飛んだり、折れるなどして加工が正しく行われないばかりか、最悪怪我の恐れがありますので、締めすぎず緩すぎない適切な締め付けを行ってください。
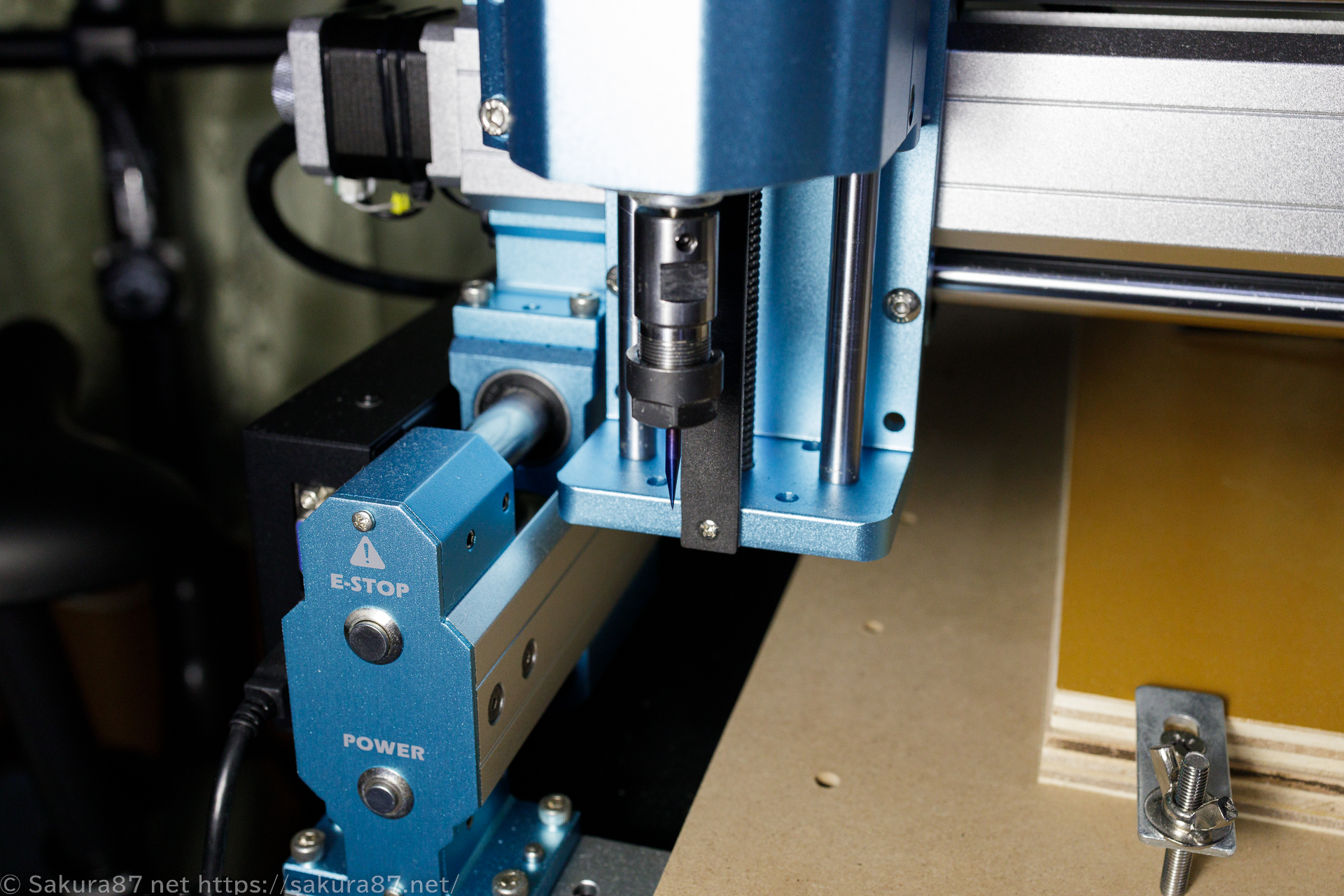
完成
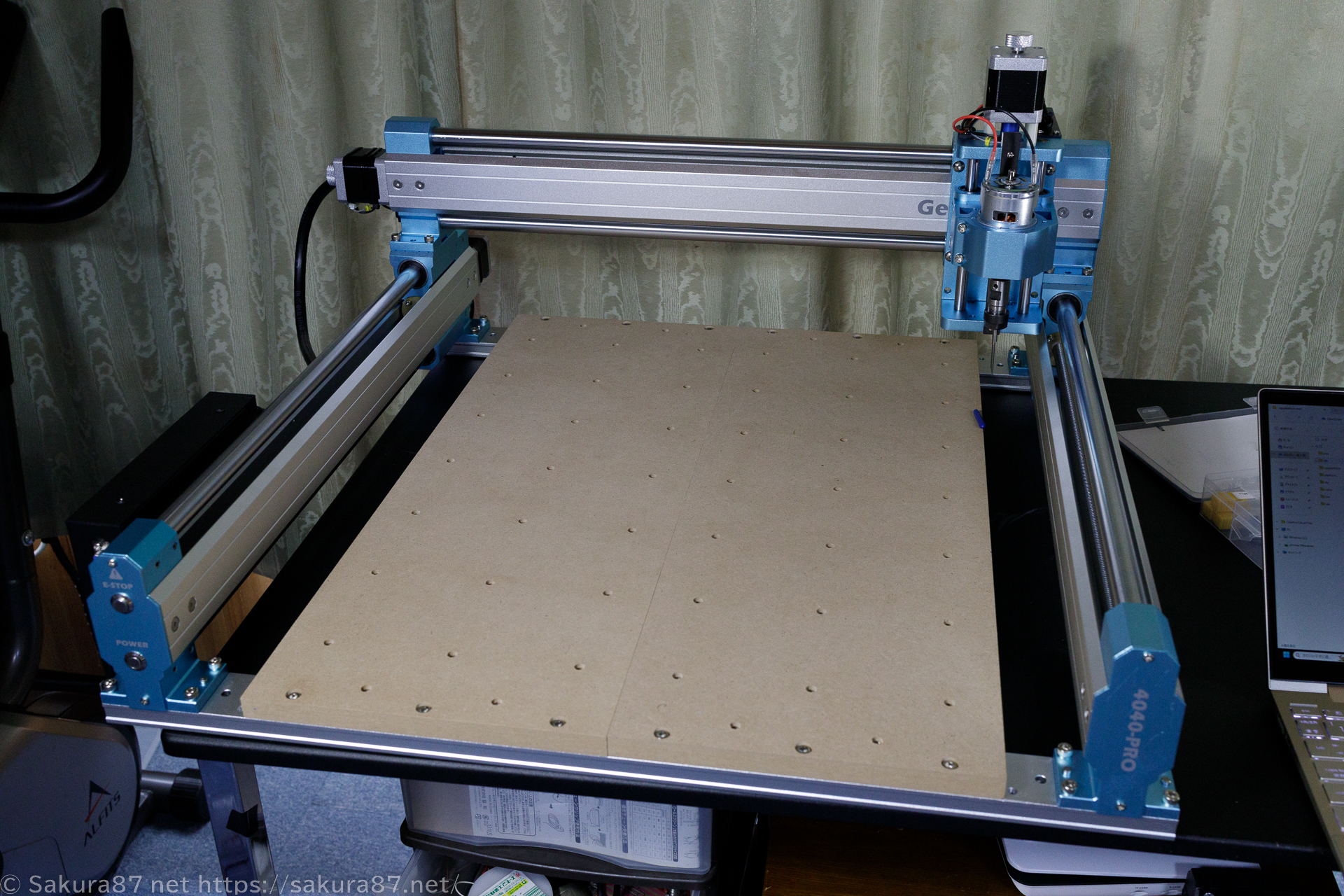
完成
と言うわけで完成しました。
説明書には15分で組み立てられるとありましたが付属の工具だけじゃあそんな時間じゃ組立たないです。
電動工具が必須になります。付属の工具や手工具だけで組み立てようとするなら手際が良くても30分は必要です。
動作テストと加工
CNCルーターを動作させるためのツールは公式サイトからダウンロードできます。
ダウンロードの仕方は……まぁ解るでしょ。解らなかったら詳しい人に聞いてください。
ジョグ機能を使って原点復帰・各軸±リミットに到達して安全に停止、左の緊急停止ボタンが動作するか。を確認して加工します。
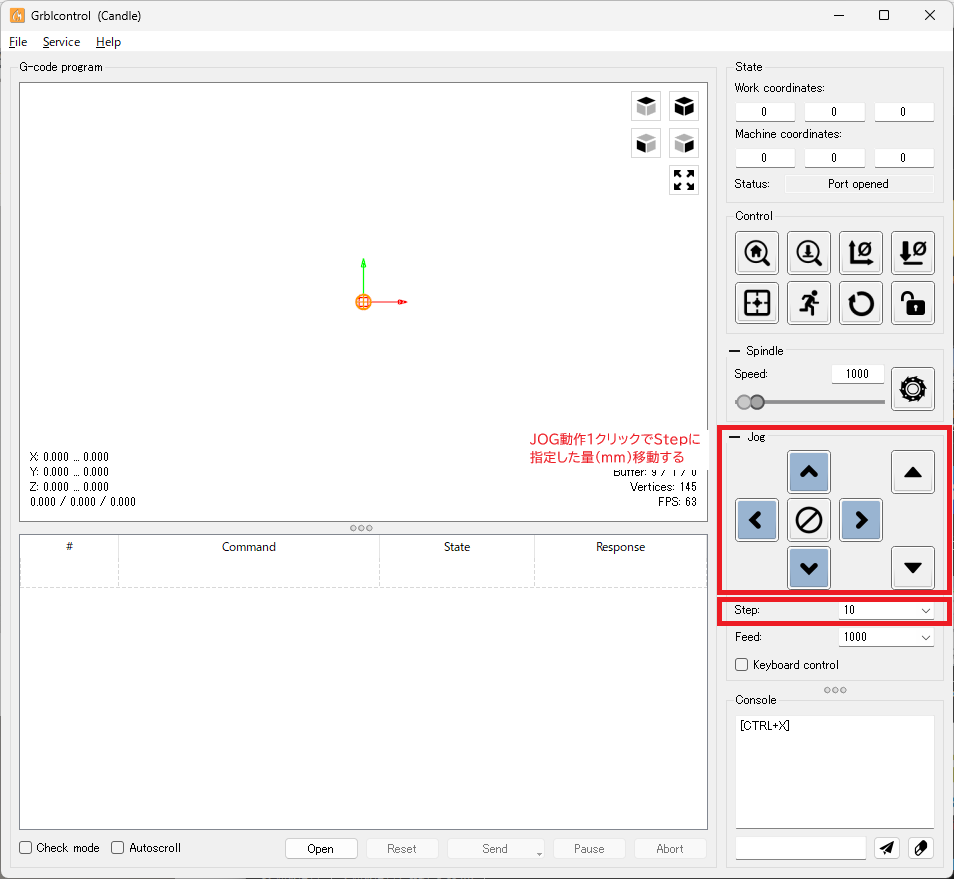
付属ソフトGrbcontrol(Candle)の画面
右側の矢印がJOGボタンです。1クリックでステップに指定した量移動します。
画像は10が設定されるので青色に着色されたボタンが押されるたびに押されたボタンに対応する軸が10mm移動します。
ちなみに左の十字キーの左右がX、上下がYで右側のボタンがZ軸の移動になります。
XYは最初100を指定してワークの位置まで移動させ、10を指定して大まかな位置決めを行い、1~0.1を指定して微調整してください。
Zは最初10、5、1と小さい数値で移動させるとよいです。
Zはプローブがあるのでこちらを使ってあげれば位置決めが簡単です(買った奴は何故か動かなかったので試してないです)
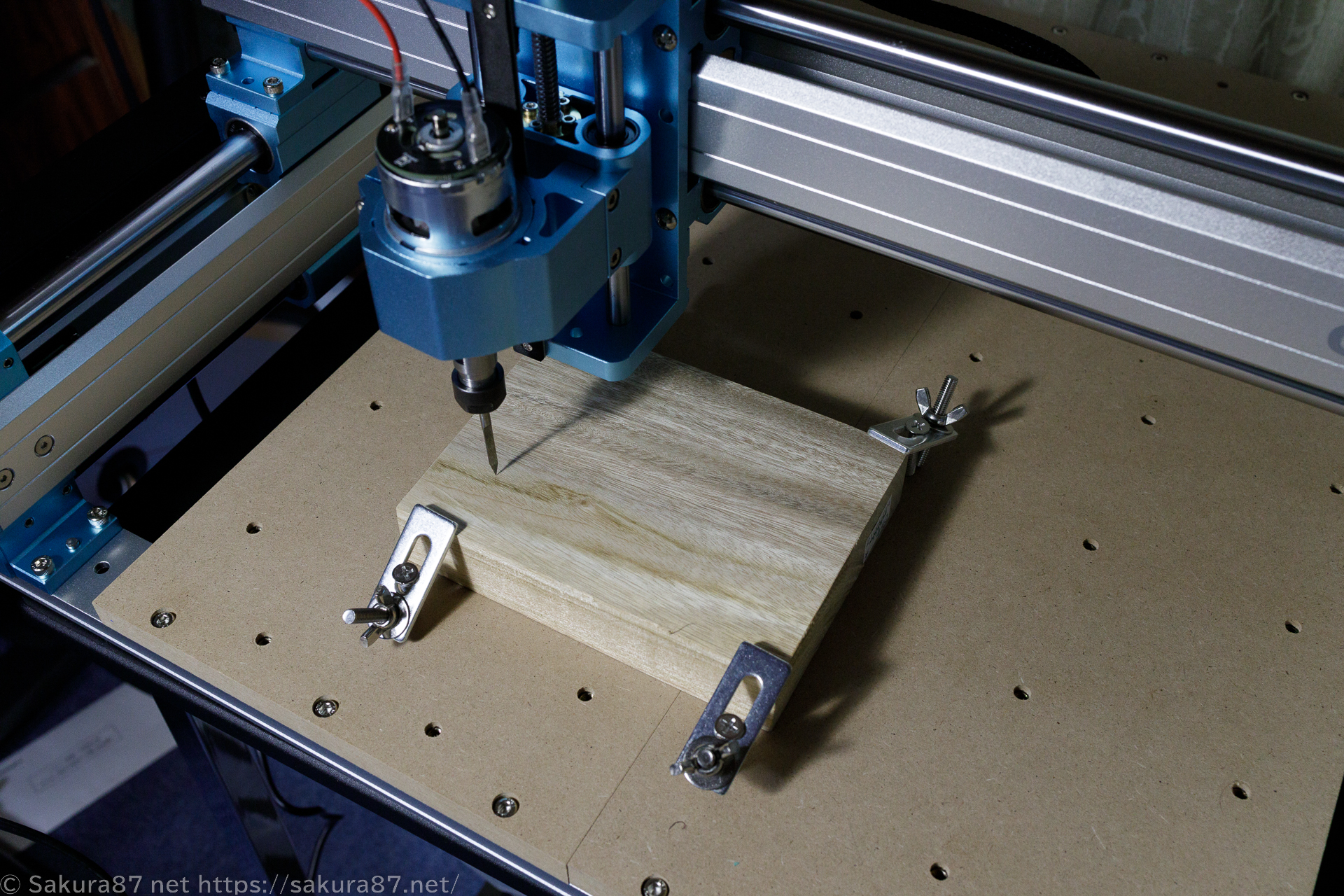
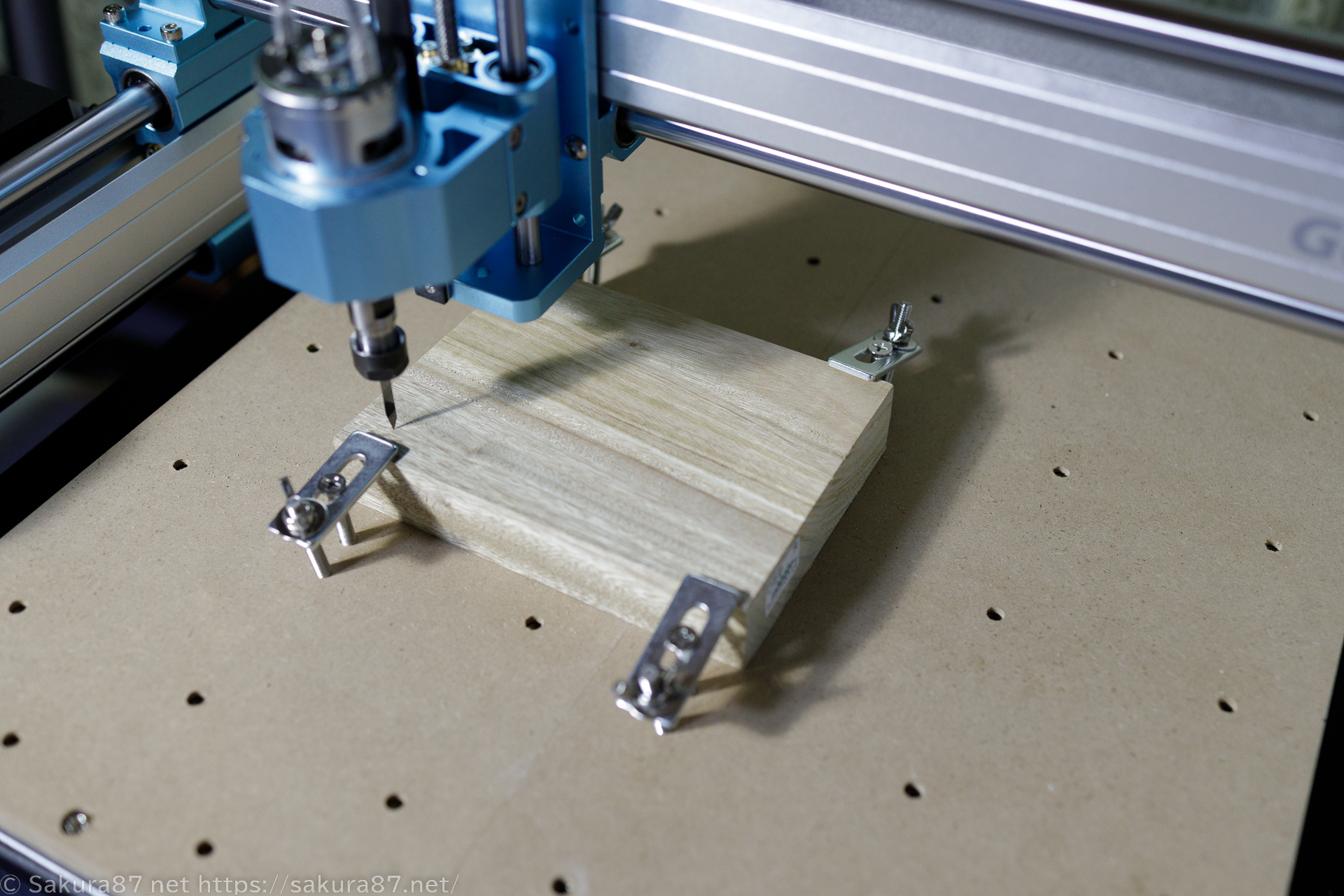
クランプの仕方が間違ってる気がする
クランプでワーク(加工する材料)を固定して加工したい位置にエンドミルの先端を持って行きます。
概要でも書いてますが、クランプの使い方が間違ってる気がしますので参考にしないでください。

完成
付属のソフトとサンプルデータを加工してみました。
結構いい感じに加工できています。
加工中の動画です。写真の下の方のメーカーロゴを出している動画ですが、動画の音量の倍は五月蠅いので集合住宅や深夜の加工には向きません。
逆にそういう所でやりたいなら防音をしっかりする必要がありそうです。
ちなみに加工に失敗する場合は
- そもそもデータがおかしい
- 回転数を調整してみる
- エンドミルやVカッターの劣化
- そもそも固定が緩いので最初or途中でエンドミルが曲がったり動いたりする
- 素材が固すぎてエンドミルが曲がる・折れる
- 一度に掘る深さが深すぎる
と言ったところが主な原因のようです。
特に付属のコレットとVカッターはあまり良いものではないのであくまでテスト用と考えて実際の加工にはもうちょっとちゃんとしたものを使うべきです。
総合評価
まだあまり使えてない、というか肝心の基板の制作が出来ていないのでどうかなと思うところがありますが、見た感じDIYで必要な工作精度は十分にあるようです。
というか、ボール盤で頑張って穴を開けるより格段に綺麗に出来るのでせっかく買ったボール盤はもう使ってないです。(もう少しちゃんとした奴なら使い所があったかも知れませんが😅)
今回のレビューでは裸のまま使っていますが、切削クズが飛びますし、エンドミルやワークが折れたときのことを考えると囲いは作った方が良いかもしれません。
適当な厚みのベニアで囲んでやる程度でOKでしょうが。
あとは切削クズが結構出るのでオプションのクリーナー系は追加で買った方が良いと思います。
これに関しては次の工作で使おうと計画しているので、そこで使えば続きを書きます。(今のところプランはいくつかありますが予定は未定状態です)
で、次回ですが。パソコンを買い換えましたのでそれが届き次第レビュー書きたいと思います。多分8月のお盆休みあたりになるとおもいます。
それでは。
ミラコアと言う材質のものをカットしたいのですが可能でしょうか
コメントありがとうございます。
ミラコアという素材が調べても複数出て来てよく分からないのですが、鉄より柔ければ加工は出来ると思います。
ただ、こちらはカットより削るのが目的の機械なので、スチロールのような物をキレイに切り取るのには向かないと思います。
確実な回答はメーカーに問い合わせてみてください。
それでは。